Grazie a torni idraulici fino a 6000 mm di cui disponiamo quasi in esclusiva sul mercato italiano del machining on site si possono realizzare lavorazioni per grandi dimensioni

profilo aziendale
T.T.A.
La TTA nasce nel 2011 dalla passione dei suoi fondatori consapevoli di essere in grado di dare vita ad un soggetto capace di porsi come punto di riferimento per la soluzione dei problemi di ripristino, riparazione e revisione per costruttori di apparecchi, reattori e scambiatori di calore per OIL & GAS centrali termo-elettriche e nucleari e per ogni sorta di esercenti impianti di processo come raffinerie o unità produttive del settore dell'energia
Questa convinzione deriva dall'esperienza trentennale in aziende piccole medie e grandi di servizi di manutenzione meccanica per impianti petroliferi chimici e petrolchimici.
L'obbiettivo di offrire un altissimo livello di specializzazione laddove la qualità, la precisione e la peculiarità hanno la prevalenza rispetto alla erogazione massiva di servizi standardizzati è stato raggiunto grazie a una politica improntata agli investimenti su personale e attrezzature.
Oggi la TTA ha un'organizzazione che è il giusto mix tra l'entusiasmo di giovani preparati e motivati e l'esperienza di tecnici esperti e qualificati che operano con attrezzature di massimo livello che coprono tutti o quasi i range di lavorazione.
LE NOSTRE ORIGINI
La TTA nasce nel 2011 come azienda di noleggio attrezzature per attività di manutenzione industriale specializzata.
Il logo e la sigla (Torque Tension Assistance) ricordano e riportano al serraggio controllato e infatti il primo sviluppo è stato quello di fornire non solo l'attrezzature per il serraggio ma anche la formazione agli utilizzatori finali in modo da assicurare un servizio completo.
Ben presto i clienti si sono orientati verso la domanda di attività di manutenzione e la ditta ha scelto di strutturarsi di conseguenza per rispondere alle richieste, convertendosi di fatto in una azienda di service.
Nel 2014 la struttura si è data un'organizzazione formale cominciando dall'ufficio tecnico, ufficio amministrativo, capi cantiere, e squadre operative.
Successivamente ha conseguito le certificazioni di processo ISO 9001, ISO 14001 e OHSAS 18001.
Nel 2017 aveva già triplicato il suo volume di affari tanto da necessitare una nuova sede da oltre 1000 mq.
Nel 2020 lo sviluppo in attività in officina e la mole di attrezzature acquistate per coprire tutti i range di utilizzo creato la necessità di un magazzino apposito.
Successivamente ha ottenuto la certificazione ISO 45001
PRODOTTI E SERVIZI

FORATURE IN PRESSIONE
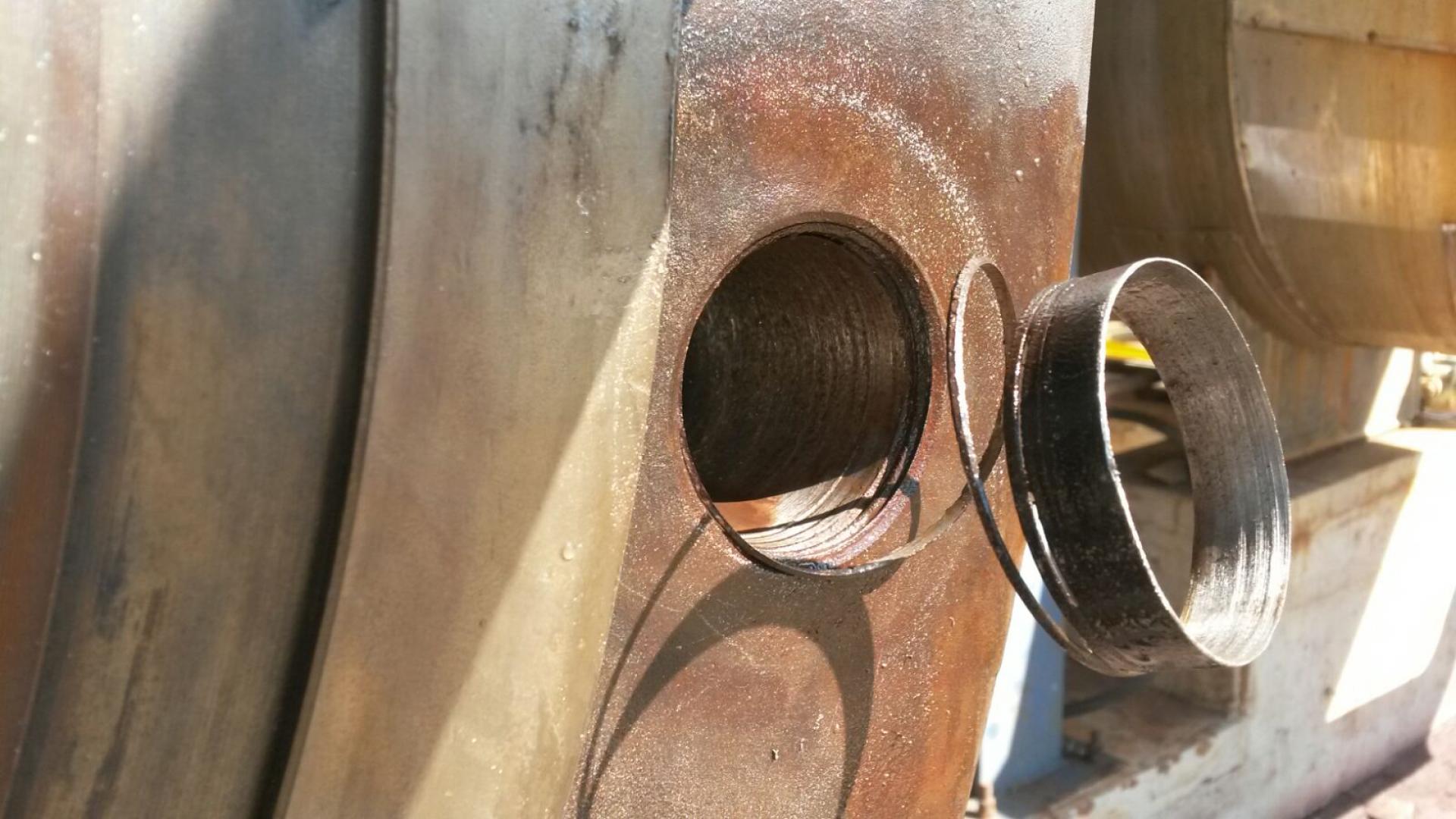
Con l'attività di fori in pressione è possibile realizzare derivazioni su collettori in esercizio senza interrompere il flusso garantendo il servizio a cui essi sono destinati.
Per i fori in pressione la derivazione su un collettore viene preparata prima di effettuare la foratura.
Essa a seconda dei casi (si può arrivare a derivare una linea pari al diametro del collettore stesso) può essere saldata alla tubazione da forare con un piastra di rinforzo di forma circolare pari a 1,75 volte il diametro del foro o essere costituita da un vero e proprio pipe tee in due metà che cinge la tubazione per tutto il suo diametro.
Una volta disponibile la flangia da cui parte la derivazione si provvede alla istallazione della valvola di radice e successiva foratura.
FORATURE IN PRESSIONE
Applicazioni
Per i fori in pressione la derivazione su un collettore viene preparata prima di effettuare la foratura. Essa a seconda dei casi (si può arrivare a derivare una linea pari al diametro del collettore stesso) può essere saldata alla tubazione da forare con un piastra di rinforzo di forma circolare pari a 1,75 volte il diametro del foro o essere costituita da un vero e proprio pipe tee in due metà che cinge la tubazione per tutto il suo diametro. Una volta disponibile la flangia da cui parte la derivazione si provvede alla istallazione della valvola di radice e successiva foratura.
Capacità
Forature in pressione fino a 24” con pressioni fino a 100 bar su acciaio inossidabile e al carbonio. La tecnologia e le competenze TTA sono tali da coprire oltre queste dimensioni per richieste specifiche con adeguato preavviso.
Procedure
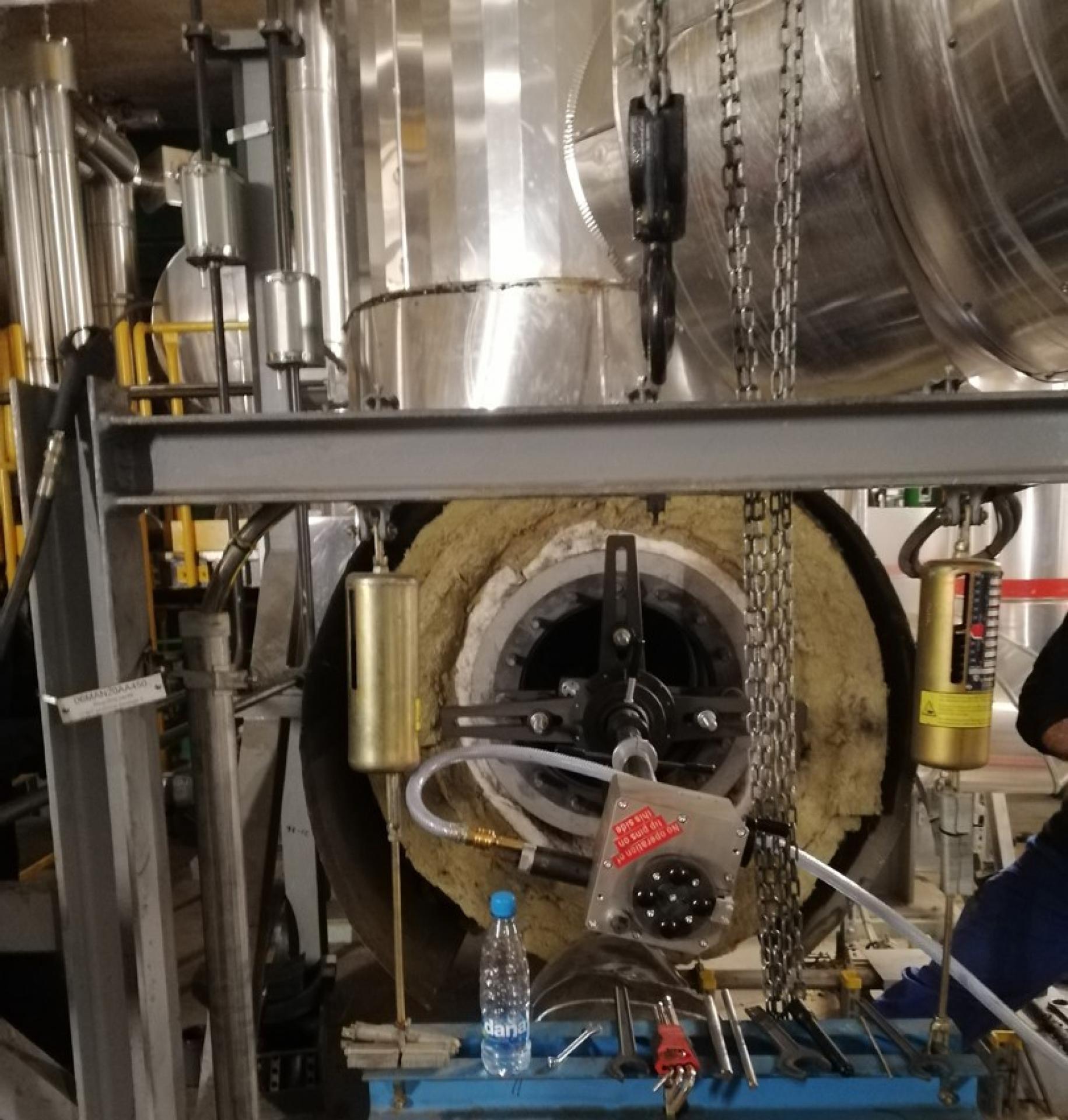
Le fasi dell’hot tapping sono:
- Installazione della derivazione,
- Montaggio della valvola di radice,
- Applicazione della macchina foratrice sulla valvola di radice aperta ,
- Foratura del collettore,
- Recupero del fondello,
- Chiusura della valvola di radice,
- Rimozione della macchina foratrice.
STOP DI LINEA
L'intervento di stop di linea consente di interrompere temporaneamente il flusso all'interno di una tubazione per consentirne la riparazione di un tratto danneggiato o l'inserimento di valvole o altri elementi di impianto.
Lo stop della linea avviene attraverso l’inserimento di un tampone otturatore nella linea.
Questo può essere doppio se è necessario garantire la tenuta perfetta a valle dello stop, in questo caso si utilizza di un dreno intermedio tra i due tamponi.
STOP DI LINEA
Applicazioni
Lo stop di linea a singolo o doppio tampone consente lavorazioni a valle.
Lo stop doppio consente di riparare un tratto danneggiato.
Oppure si può realizzare un bypass provvisori tramite speciali macchine collegate tra loro
Bypass provvisori per inserimenti valvole o altri apparecchi.
Bypass definitivi tramite hot tapping o tramite split tee a tre vie.
Capacità
Fino a 24” con pressioni fino a 100 bar su acciaio inossidabile e al carbonio.
La tecnologia e le competenze TTA sono tali da coprire oltre queste dimensioni per richieste specifiche con adeguato preavviso.
Procedure
Esecuzione di un foro in pressione pari al diametro del collettore,
Inserimento del tampone che interrompe il flusso (singolo o doppio),
Attesa del completamento delle operazioni la cui necessità ha richiesto di intervento di stop,
Rimozione del tampone,
Inserimento del tappo sulla flangia dello split tee,
Montaggio della flangia cieca.
REVISIONE VALVOLE CRITICHE
Le attività di revisione valvole comprendono valvole di intercetto e non ritorno e valvole di regolazione e attempero
le specifiche di revisione comprendono standard e attività aggiuntive: La revisione standard avverrà secondo le fasi seguenti:
Disassiemaggio del servomotore
Disassiemaggio del castello e del premistoppa
Pulizia ed esame dello stato di usura delle parti interne e dello stelo
Verifica dell’efficienza del servomotore
Lappatura delle sedi
Rettifica dell’otturatore o sua sostituzione con parte nuova
Lucidatura dello stelo o sua sostituzione con parte nuova
Riassiemaggio delle varie parti e ribadernatura
Prova corsa totale dell’otturatore
Collaudo funzionale
Collaudo delle tenute
Riverniciatura con vernice adatta ad alta temperatura
Ripristino degli attacchi
REVISIONE VALVOLE CRITICHE
ATTIVITA’ COMPLEMENTARI
Durante la revisione potrebbero risultare necessarie le seguenti attività complementari, che dovranno essere comunque autorizzate dalla Committente:
Sostituzione delle sedi
Riporti di saldatura sulle sedi e successiva lavorazione meccanica (da non effettuare su valvole montate in linea)
Riporti di saldatura sull’otturatore e successiva lavorazione
Ricostruzione di parti di ricambio con reverse engineering
Ripristino della tenuta corpo/castello
LAVORAZIONI MECCANICHE
L'uso di macchine utensili portatili consente di realizzare molteplici tipologie di lavorazioni per ripristinare, riparare, ricostruire o modificare ogni tipo di apparecchio o dispositivo la cui movimentazione per intervento con macchine tradizionali risulta molto problematica, costosa o addirittura impossibile. I risultati sono analoghi a quelli ottenibili in officina.
LAVORAZIONI MECCANICHE
I torni portatili pneumatici possono lavorare superfici piane, sedi ring joint, incamerature di guarnizioni maschio femmina, sedi lenticolari e realizzare rigature fonografiche concentriche o elicoidali o alesature di brevi tratti di imboccatura o imbollettaggio su accoppiamenti flangiati.
Il trapano o la maschiatrice vengono fissati (magneticamente o meccanicamente) in prossimità del foro da praticare e eseguono la lavorazione.
Setti divisori di coperchi, distributori, teste flottanti e piastre tubiere di scambiatori di calore, piani di presse, magli, bilancieri basamenti di pompe, compressori, turbine, alternatori, motori elettrici.
la Fresatura si usa per produrre una superficie piana o per tagliare tasche o finestre in strutture metalliche.
SERRAGGI CONTROLLATI
Il serraggio controllato assicura l'efficace avvicinamento, assestamento e uniformità di carico applicato nella chiusura di un accoppiamento flangiato assicurando un corretto funzionamento delle guarnizioni.
Le chiavi idrauliche applicano la coppia di serraggio sul dado. È possibile misurare la tensione residua per mezzo di apparecchi a ultrasuoni che valutano l'allungamento.
I tensionatori applicano direttamente il carico di serraggio sul tirante. È possibile misurare la tensione residua per mezzo di apparecchi a ultrasuoni che valutano l'allungamento.
SERRAGGI CONTROLLATI
TAGLIO TUBAZIONI
Il taglio di tubazioni a mezzo macchina utensile portatile specifica ha vantaggi in termini di tempo, accuratezza del taglio, preparazione della estremità da saldare e assenza di effetti sulla storia termica del materiale nella zona del tagli
La macchina si ancora intorno al tubo da tagliare e attraverso il moto rotatorio della corona che supporta la torretta portautensile procede al taglio.
Sono disponibili macchine che vanno da 4” a 60” con applicazioni speciali con adeguato preavviso fino a 86”.
Le rugosità raggiungibili vanno da 2,2mm Ra a 6.3 mm Ra (125 a 250 CLA)
Le tolleranze sono +0,6 mm con tolleranze angolari di 0,5°.
TAGLIO TUBAZIONI
PRODUZIONE SPLIT TEE
Le derivazioni sono progettate e costruite secondo le vigenti normative di buona tecnica e possono essere saldate e flangiate senza saldatura.
Le derivazioni che possono essere fornite sono:
• split tee a 2 vie per hot tapping,
• split tee a 2 vie per stop,
• split tee a 3 vie per stop e bypass,
• Weldolet con full encirclement per applicazioni speciali.
PRODUZIONE SPLIT TEE
LE NORMATIVE DI RIFERIMENTO:
ASME B31.8
ASME B31.4
ASME B31.1
ANSI B31.3
ASME B16.5
ASME B16.47.
NEWS

TORNITURE GRANDI DIAMETRI
FORATURA E MASCHIATURA
Attraverso un trapano ancorato con specifica maschera alla flangia, si possono distruggere i prigionieri senza danneggiare la madrevite.
Maschiatrici idrauliche provvederanno al ripristino corretto della filettatura.
Nel caso di necessità di maggiorare il filetto questo sistema risulta affidabile e veloce

SCRICCATURA SEGGIO VALVOLA ATTEMPERATRICE
Con attrezzatura specifica si riesce a rimuovere la saldatura di sigillo del seggio ed estrarre di conseguenza il seggio in poco tempo e senza rovinare le altre parti del corpo
RETTIFICA SEDE VALVOLA ATTEMPERATRICE
la nostra macchina arriva a 400 mm in rettifica e 900 mm di profondità
Richiesta Informazioni
Contatta direttamente TTA
- Catalogo
- Listino prezzi
- Lista rivenditori
- Contatta agente
Compila il form (I campi indicati con * sono obbligatori)
Dichiaro di aver letto ed esprimo il mio consenso al trattamento dei dati per le finalità dall'informativa privacy.
Rete d'impresa e contatti di settore
Servizio di connessione diretta alle aziende di interesse nell'indotto. Proponiamo un implemento del business model attraverso nuovi contatti nel settore.
Scouting fornitori
Ricerca di nuovi partner sulla base delle necessità del cliente.
Portale web dedicato
Una vetrina esclusiva dei prodotti nel mondo Oil&Gas. Un ampio catalogo web di aziende appartenenti a questa realtà suddivise per categoria.
Catalogo come strumento di selezione e visibilità
Un catalogo cartaceo come strumento di ricerca di nuovi partner. Un'esperienza tangibile che rende concreta l'idea della fiera virtuale.
Marketing Digitale e Comunicazione
Servizio di comunicazione e web marketing settorializzata nel mondo Oil&Gas ideato per coprire a 360 gradi la brand identity di ogni cliente. Dallo studio del logo alle strategie di immagine e follow up di social media.
EVENTI
Grazie agli ottimi risultati raggiunti, abbiamo deciso di organizzare i primi eventi Expo Valve. Ai nostri eventi potranno partecipare esclusivamente i nostri clienti. Saranno ospiti e relatori alcuni tra i leader del settore, giornalisti e personaggi pubblici. Abbiamo in programma la discussione di temi attuali e d’interesse per tutti i nostri partner. Attraverso queste occasione di incontro, sarà inoltre possibile creare nuovi contatti e potenziali collaborazioni tra espositori Expo Valve.